Field testing of masonry materials is a component of many quality assurance programs on projects. Properly done, testing can provide the necessary assurances that the materials used in construction comply with relevant specifications and that the resulting construction will perform as designed.
We have all been on projects, however, when the word comes back that the test results were ‘non-compliant’. This dreaded term leads to project shut downs, countless meetings, additional testing, and in extreme cases removal of existing construction. Unfortunately, sometimes the root cause of these programs is not the quality of the materials or construction, but improper testing or incorrect application of ASTM specifications and test methods. This article focuses on some of the common field tests performed on masonry materials, to help ensure these tests are done properly. As both a former laboratory manager and an active member of ASTM committees relative to testing, I have seen many problems with testing on projects, and hope that this article can provide some good information on how to avoid problems in the future.
Masonry Mortar Testing
Rarely does a week go by when I don’t get a call about low masonry mortar compressive strength tests which have delayed projects. The test methods, specifications and requirements for masonry mortar are probably the most commonly misunderstood and misapplied of all masonry materials. Let us discuss the standards that apply to mortar, and how to use them properly.
There are two main ASTM standards relative to masonry mortar. The first is ASTM C270, Standard Specification for Mortar for Unit Masonry. This standard includes the requirements for masonry mortar, and it contains two separate specifications for mortar. One is the Proportion Specification and it specifies a particular ‘recipe’ for masonry mortar. It can be used when the constituent materials used in the mortar (such as cement, lime, and sand) meet their relevant specifications, and are combined in the specific proportions contained in ASTM C270 (such as a ratio of one part masonry cement to three parts sand). When using the proportion specification, there are no physical property requirements for the mortar.
The second specification is the Property Specification. When used, a mortar is mixed in a laboratory using the desired proportions and materials, and then tested in the laboratory for compressive strength, water retention, and air content. The mortar must meet the property requirements contained in ASTM C270. Assuming the results are satisfactory, the materials and proportions are the ones that are to be used in the field. Probably the most important thing to remember about this is that the properties contained in ASTM C270 apply only to mortars mixed and tested in the laboratory.
The other main standard for mortar is ASTM C780, Standard Test Method for Preconstruction and Construction Evaluation of Mortars for Plain and Reinforced Unit Masonry. This standard contains a series of tests that can evaluate various properties of the mortar in the field. Properties such as consistency, board life, mortar-aggregate ratio, and compressive strength can be determined using this standard. Compressive strength is the one that is most commonly specified, and usually the source of most mortar testing problems.
When I get a phone call about mortar results, one of the first questions I get asked is “What are the requirements for mortar compressive strength when tested in the field?” The answer, simply, is there are no requirements. I will state that again: no ASTM standard contains compressive strength requirements for field-sampled mortar. Further, the requirements for compressive strength contained in ASTM C270 should not be applied to field mortars.
To understand why, a little discussion on the laboratory procedures is needed. When mortars are mixed in the lab, the amount of water added is controlled by ensuring the ‘flow’ of the mortar is within a specified range (See Figure 1 for a flow test). This ‘flow’, or consistency, is much stiffer than that used in the field (at least when it comes out of the mixer). This is done so the water content of the lab mortar is more representative of the water content of the mortar after it has been placed on units.
In the field, the mortar is mixed with more water than used in the lab to provide masons with workable material for quality workmanship. When the mortar is placed on masonry units, some of this water is absorbed into the unit, reducing the water-to-cement ratio of the mortar. All other things being equal, the higher the water-to-cement ratio the lower the compressive strength. For field sampled mortar, the mortar is placed into non-absorptive molds immediately after mixing, so the excess water is not removed.
Due to the differences in the materials and test methods, it should be expected that field mortar should have a lower strength than lab mortar, and should not be expected to meet the requirements contained in ASTM C270. Unfortunately, the strength requirements in ASTM C270 are often applied to field mortars, and this leads to the dreaded ‘non-compliant’ results. Not that I want to repeat myself, but I will say again: no ASTM standard contains compressive strength requirements for field-sampled mortar.
Why then, do we even do compressive strength testing in the field? Personally, I would prefer it not be done. There are two main goals of field testing of mortar – ensuring that the materials and proportions used are those that were determined through the ASTM C270 process, and keeping track of overall mortar consistency throughout the project. Compressive strength testing really does not accomplish either of those.
Instead of compressive strength, I would recommend using the mortar-aggregate ratio test contained in ASTM C780 for evaluating field mortar. This simple test can determine the relative percentages of the materials used in the mortar (cement and sand). The results can be directly compared to the proportions required for the project. In this test, two samples of mortar are taken immediately after mixing, and then placed in a container with isopropyl alcohol to delay the cement hydration process. The samples are taken back to the laboratory and wet-sieved in order to determine the proportions of constituent materials used.
Keep the mortar-aggregate ratio in mind for future projects, and you can potentially save the mortar compressive strength headaches I am sure you have had to deal with at one time or another.
Masonry Grout Testing
Masonry grout is used to fill the cells of units and voids of masonry construction to bond the units, mortar, and reinforcement into a single composite assemblage. Usually, grout is specified by compressive strength, so field testing of grout on the job site is very common. The method used to test grout is ASTM C1019, Standard Test Method for Sampling and Testing Grout.
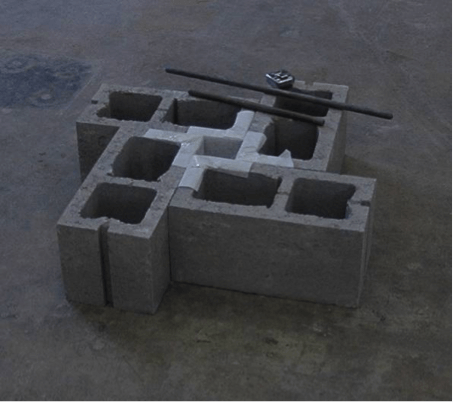
As with masonry mortar, masonry grout faces similar situations relative to water content when placed in the wall. Grout must be mixed to a very fluid state to flow effectively through voids and around reinforcement, and the masonry units provide absorptive surfaces where excess water in the grout is absorbed. Because of this, the water-to-cement ratio in grout also changes following placement. To account for this, the standard method for molding grout specimens uses masonry units as the mold. Typically referred to as a ‘pinwheel’ mold, the specimen mold is constructed by placing four units that are used in the corresponding construction together to form a prismatic mold. (See Figure 2). The surfaces of the units are covered with a thin, permeable material (such as a paper towel) to allow for water penetration while also preventing the specimens from actually bonding to the units themselves.
The pinwheel method for forming grout specimens has been around for a very long time, and it is my preferred method for making grout specimens. The method, however, requires a large area to make specimens (as you have to make at least three – and sometimes more – specimens at a time). To address some of these issues, alternative methods of forming have been developed to try and simplify the process for testing technicians. One such method is to use specially designed corrugated cardboard boxes. The intent is that the cardboard can provide some of the water absorption like you see from masonry units, but how similar that absorption is to the corresponding construction may not be known.
Because of this, ASTM C1019 places additional requirements on the use of alternative forming methods. First, an alternative forming method can only be used when approved by the specifier. If you see a testing technician using an alternative method, be sure that the project specifier is aware and approves the method. Second, a conversion factor must be developed between the standard pinwheel method and the alternative method. This is done by comparative testing of at least 10 pairs of specimens, and the conversion factor is applied to the test results using the alternative forming method.
The approval of the method by the specifier and the conversion factors is limited to a single specimen shape, method of forming, masonry units used, and grout mix. While it is possible that all of these variables line up for multiple projects, in many cases the conversion factor is project-specific. Finally, the coefficient of variation in the test results for the alternative forming method must be less than or equal to the coefficient of variation using the standard forming method.
As can be seen, careful consideration and application of alternative forming methods is necessary to ensure project success.
Masonry Prism Testing
Testing of masonry prisms can be used on projects before and during construction to determine compliance with the “specified compressive strength of masonry”, denoted as f’m. This value is the minimum compressive strength required by the masonry used in construction, and is designated by the project specifications or project drawings. Simply put, it is the value that the designer of a building uses to account for the overall compressive strength of the masonry assembly, and it is very important that the as-built construction complies with this requirement.
There are several methods to determine compliance, and one is testing of masonry prisms in accordance with ASTM C1314, Standard Test Method for Compressive Strength of Masonry Prisms. Prisms are constructed using multiple masonry units and must contain at least one bed joint. For concrete masonry units, they are typically constructed with two units as shown in Figure 3. Units with other sizes may require different configurations, because ASTM C1314 requires that prisms have an aspect ratio (height divided by least lateral dimension) of not less than 1.3 nor more than 5.
While testing technicians are usually responsible for masonry prism testing, it is very important that actual masons do the prism construction. Technicians should observe and ensure construction details are correct, but it requires the skills of a mason to ensure that constructed prisms are representative of the actual construction. There are some specific requirements to construction contained in ASTM C1314 that you should be sure to know.
Regardless of the configuration of the actual construction, the following requirements apply to all prisms:
- Prisms are to always be constructed in stack-bond configuration (not running bond)
- Prisms shall always have a full mortar bed (not face-shell only)
- Joints in prisms shall always be struck flush (not tooled)
Research has shown that these construction details actually create more consistent and repeatable results, and those results better represent masonry construction.
It is also important to note that ASTM C1314 requires that sets of prisms be construction for all combinations of variables. In other words, if the construction is to be partially grouted, two sets of prisms are required – one set ungrouted and the other set grouted. The standard also specifies that a set consists of three individual prisms.
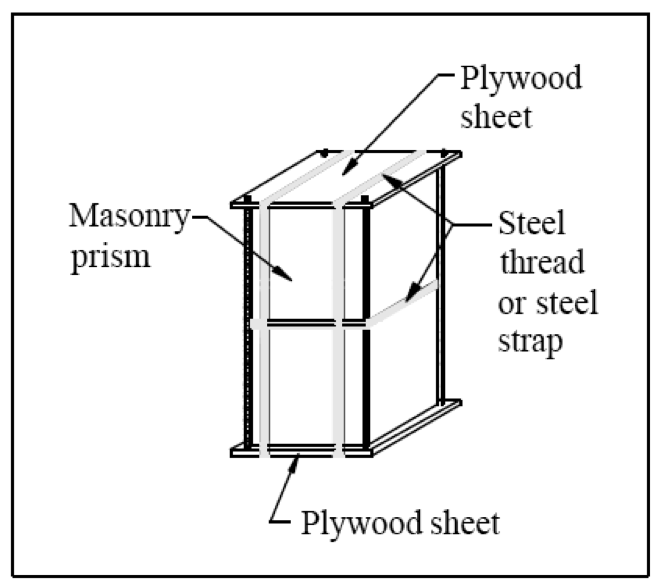
Following construction, the prisms must be sealed in a moisture-proof bag and stored undisturbed at the job site for 48 hours. Prisms must be protected from freezing and stored with a maximum-minimum thermometer to monitor curing temperatures. Finally, transport of prisms from the job to the laboratory is very important. ASTM C1314 requires that prisms be strapped or clamped to prevent damage during handling and transportation, and that prisms be secured to prevent jarring, bouncing, or tipping during transport. Figure 4 shows an example of a good way to secure specimens.
Summary
Testing is a very important part in the quality assurance program for masonry construction. Ensuring that testing is performed corrected helps to reduce issues and keep jobs moving forward. I hope that this article helps to identify some things to keep an eye on when materials are sampled and tested at your next project.